拥有核心技术的雕铣机厂家
13年来 • 我们不断让数控机床变得更好
全国咨询热线:
136-998-99025
13年来 • 我们不断让数控机床变得更好
136-998-99025
东莞市望辉机械有限公司
http://www.xwhcnc.com/
电 话:13923413250
邮 箱:xwh@xwhcnc.com
地 址:东莞市大朗镇犀牛陂村雅瑶街(瓦窑街)35号
点击量:3412
时间:2020-03-17

五轴机是指能够进行五轴分度及五轴联动加工的机床。我公司生产的五轴机有:五轴雕铣机、五轴加工中心、五轴钻攻中心等。五轴机的优势主要体现在加工精度高、减少装夹、能够加工复杂立体曲面。2020年将是五轴机应用的一个黄金年份,越来越的加工企业会考虑采用五轴机来替代现有的设备。下面我们来看看五轴加工中心的产品特点。
◆床身为树脂砂铸件,淬火时效处理,精密磨床轨道加工,确保机械精度。
◆具备备刀功能的超大容量极速刀库,通过刀库自带的备刀功能,让换刀变得非常简单。
◆控制系统采支持五轴联动功能以及刀尖跟随功能。
◆大跨距底座能够有效的分散重力及加工承受力,让机床受力最佳化。
适用范围:
◆大型铝合金轮毂,同时可以选装五轴旋转台,可以加工大型多面体。
◆叶轮

五轴加工中心
![]()

![]()
五轴加工中心
超宽超重的机床底座设计:通过近百次的电脑模拟,打造出最佳的机床配重比,让该款刀库数控雕铣机的性能得到大幅度提升。
超强的机床刚性:机床基座与传统雕铣机相比重量增加了30%,使机床在加工过程中振动更小。龙门架内部暗梁加密布局,增强了龙门架的抗扭能力,满足机床的重切削需求。
标准配备的BT40规格机械主轴,相比于钻攻中心配置的BT30主轴最大只能安装2.5Kg刀具来说,这款主轴所能夹持的刀具重量高达6.5Kg,让大规格刀具来做大扭矩切削成为现实。 同动刀臂式刀库系统,可最大同时装载24把刀具,并且具备备刀功能。


严谨的生产流程
做好一台机床,离不开生产过程中的每一个细小环节。我们从焊接每一根细小的电线开始,一直到整机的成品测试,每个环节都一丝不苟,力求做到最好。
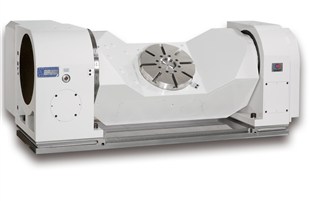
台湾进口大型五轴转台
严苛的手工工艺
我们在生产的环节中,把机械生产的每一步都严格把关,始终坚持以工匠精神来要求每一位线上的员工。尤其是在接触面的铲刮工艺上,更是一丝不苟。铲花是钳工的必备科目,鑫腾辉的铲刮师们在上岗前都要经过长期的实践,并通过严格的考核后方能上岗。这样就确保了我们的每台数控机床都能经得起时间的检验,真正做到机床精度历久弥新。

从每一条线材的焊接,到整台机床的检测,每个环节都力求严格把关,将鑫腾辉人的责任心倾注于机床生产的每个环节之中,用心打造好机床。

![]()
该五轴雕铣机主要应用于叶轮及各种复杂曲面的加工。

![]()
买五轴机 找厂家才有保障
公司拥有现代化的大型厂房和极具创新力的技术研发团队,并为高速加工中心的技术创新而专门设立了工作室,让创新成果快速应用于机床之上。我司为了更精准的检测机床每个生产环节的精密度,特别引进多套进口超高精密检测仪器,确保每台机床的高精密度和高稳定性。

![]()
全国免费送货上门安装 免费一对一培训
< 我们提供全国免费送货上门服务,并给予一对一的精细化培训。
< 全年无休,随时解决您在加工过程中遇到的问题。
< 24小时不间断服务,我们开通了24小时客服热线,即使在晚间仍然有技术团队坚守岗位为您守候。
< 定期的回访,为您带来最贴心的售后跟踪服务。
24小时客服热线:15012558160
厂址:东莞市大朗镇犀牛陂瓦窑街35号
人是数控加工过程中创造性最强的因素,五轴机同时也是制造过程中稳定性最差的因素,人的不可控因素很多,不像数控设备,只要把正确的程序输入进去,就能顺利完成成千上万件产品的加工。反思我们的航空航天类产品,因复杂性和高精度性,以及属于典型单件、小批量的离散制造,在制造过程中容易出现各种人为错误,说明了防错技术在航空航天制造领域没有有效地应用。
通常情况下,五轴机在产品研发试制阶段,很少出现低级的人为错误,因为研发阶段人的紧张程度较高,加工过程中较为谨慎及规范;而定型后的小批量化制造加工中,由于人的紧张程度有所减缓,以及习惯性思维作用,一些图样、工艺和程序及操作常常被忽略,就容易发生一些低级错误,在零件制造过程中带来严重后果,轻则产品不合格或报废,重则发生人身、设备的安全事故。
2.防错技术在数控加工现场的应用
第一次就正确地把合格零件加工出来是每个制造人员的不懈追求,然而航空航天产品零件属于典型的单件小批量离散制造,五轴机单件小批量模式下的制造就决定了制造过程的复杂性,且受人的技能、耐心和情绪等影响较大。因此,有必要对航空航天产品零件制造过程的防错控制进行研究。
(1)程序防错 五轴机通过增加设置有效的标记工序以及一步步的跟踪,可以解决习惯性操作带来的错误,这是一种基础的防错技术,而且是简单易行的技术手段。在壳体类零件加工制造过程中基于误差均分的原理,工件原点一般都设置在壳体零件的几何中心位置,但是对于某些零件,尺寸公差偏向某一方向时对安装和使用有利,为了防止操作人员在加工过程中习惯性将工件原点设置在几何中心,需在加工界面添加防错标示语句。如图1所示,一般情况下,都将原点设置在零件外形的几何中心位置处以均分X和Y向的制造误差,但在图2情况下,用户对尺寸5.5mm有明确要求,在总厚度尺寸公差范围>尺寸5.5mm的公差范围情况下,就需将工件原点偏移至一个方向以避免尺寸5.5mm超差。
(2)标记防错 五轴机现阶段的数控加工一般都是编程人员利用编程软件编制数控加工程序,操作人员调用程序即可加工,利用标记防错既能够防止操作人员加工时因忙碌或者打断而在寻边找正时找错加工原点、装错加工刀具和工装位置方向偏移的问题,又可以防止程序编制人员设定的刀具与机床刀库上设定的刀号不一致,以及程序给定的坐标原点与操作人员利用寻边器寻边找的坐标原点不一致等问题。通过在产品待加工区域上生成标记以防止人为失误,能够有效避免类似问题的产生。在加工常见的壳体类零件时,五轴机防错标记可以取在壳体毛坯上、腔内的待去除材料或者边角余料上,一般利用粗铣刀铣一个宽12mm、深3mm的防错标记浅槽,每次在寻边找正及调用一个新的程序后,都要在加工的开始阶段在待铣去材料上铣出一个防错标记槽,作为检验前面的系列操作是否正确的方法,防错标记槽能够有效避免由于操作人员因寻边错误而导致工件报废的错误,避免产品报废及可能产生的安全事故。
(3)优化工艺路线防错 壳体类零件有较多结构要素近似对称且形状相似,很难区分,五轴机而执行生产任务的数控设备主要是三轴立式加工中心,一般只能加工垂直于主轴方向的结构要素,如图3所示,共5个面有结构要素,至少需装夹5次才能完成数控加工,在量产过程中难以区分方向,导致装夹方向错误,如下图零件由于加工中心刀库容量有限,左右两侧的M5x0.5mm螺纹孔一般需钳工加工,且由于零件空间有限,该孔距与底腔有轻微干涉,五轴机必须先将该螺纹孔加工到位后才开始加工腔体内部。
原来的加工顺序为加工中心按左视图点出螺纹孔位→加工中心按右视图点出螺纹孔位→钳工钻孔攻螺纹加工左右视图的M5×0.5mm螺纹孔→加工中心按仰视图加工→加工中心按后视图加工→加工中心按主视图加工→加工完成。由于左右两侧螺纹孔近似对称,两边仅有0.5mm差距,操作人员在使用量具专门测量时都容易弄错,在实际小批量加工时更加难以区分左右视图的方向,经常出现装夹方向错误导致的产品报废,通过调整优化加工顺序(见图5),五轴机加工中心按仰视图加工→加工中心按左视图点出螺纹孔位→加工中心按右视图点出螺纹孔位→钳工钻孔攻螺纹加工左右视图的M5×0.5mm螺纹孔→加工中心按后视图加工→加工中心按主视图加工→加工完成。工艺路线优化后,由于仰视图首先被加工出来,该图明显不对称,在加工左右视图时以仰视图作为装夹方向的参照,操作人员就不再容易弄错装夹方向。
|
鑫腾辉客服
|


 售前客服1
售前客服1